ЁЁЁЁКИНгЕФЗжРрМАЬиЕу
ЁЁЁЁАДееКИНгЙ§ГЬжаН№ЪєЫљДІЕФзДЬЌМАЙЄвеЕФЬиЕуЃЌПЩвдНЋКИНгЗНЗЈЗжЮЊШлЛЏКИЁЂбЙСІКИКЭЧЅКИШ§ДѓРрЁЃ
ЁЁЁЁ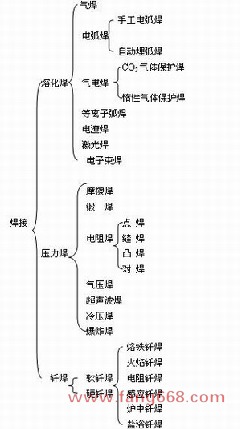
ЁЁЁЁ1.ШлЛЏКИ
ЁЁЁЁШлЛЏКИЪЧРћгУОжВПМгШШЕФЗНЗЈНЋСЊНгДІЕФН№ЪєМгШШжСШлЛЏзДЬЌЖјЭъГЩЕФКИНгЗНЗЈЃЌПЩаЮГЩРЮЙЬЕФКИНгНгЭЗЁЃ
ЁЁЁЁ1.ШлЛЏКИ
ЁЁЁЁ(1) ЦјКИ
ЁЁЁЁЦјКИЫљгУЕФПЩШМЦјЬхгыЦјИюЯрЭЌЃЌжївЊгаввШВЁЂвКЛЏЪЏгЭЦј(БћЭщЁЂЖЁЭщЁЂБћЯЉЕШ)КЭЧтЦјЕШЃЌбѕЦјЮЊжњШМЦјЬхЁЃ
ЁЁЁЁЦјКИгУЕФКИЫПЦ№ЬюГфН№ЪєЕФзїгУЃЌКИНгЪБгыШлЛЏЕФФИВФвЛЦ№зщГЩКИЗьН№ЪєЁЃвђДЫЃЌгІИљОнЙЄМўЕФЛЏбЇГЩЗнКЭЛњаЕадФмбЁгУЯргІГЩЗнЛђадФмЕФКИЫПЃЌгаЪБвВПЩвдгУДгБЛКИАхВФЩЯЧаЯТЕФЬѕСЯзїКИЫПЁЃ
ЁЁЁЁКИНггаЩЋН№ЪєЁЂж§ЬњКЭВЛатИжЪБЃЌЛЙгІВЩгУКИЗл(ШлМС)ЃЌгУвдЯћГ§ИВИЧдкКИВФМАШлГиБэУцЩЯЕФФбШлЕФбѕЛЏФЄКЭЦфЫќдгжЪЃЌВЂдкШлГиБэУцаЮГЩвЛВуШлдќЃЌБЃЛЄШлГиН№ЪєВЛБЛбѕЛЏЃЌХХГ§ШлГижаЕФЦјЬхЁЂбѕЛЏЮяМАЦфЫќдгжЪЃЌЬсИпШлЛЏН№ЪєЕФСїЖЏадЃЌЪЙКИНгЫГРћВЂБЃжЄжЪСПКЭГЩаЮЁЃ
ЁЁЁЁЦјКИжївЊгІгУгкБЁИжАхЁЂЕЭШлЕуВФСЯ(гаЩЋН№ЪєМАЦфКЯН№)ЁЂж§ЬњМўКЭгВжЪКЯН№ЕЖОпЕШВФСЯЕФКИНгЃЌвдМАФЅЫ№ЁЂБЈЗЯГЕМўЕФВЙКИЁЂЙЙМўБфаЮЕФЛ№бцНУе§ЕШЁЃ
ЁЁЁЁЦјКИЕФгХЕуЪЧЩшБИМђЕЅ(бѕЦјЦПЁЂввШВЦПЁЂЛиЛ№БЃЯеЦїЁЂКИОцЁЂМѕбЙЦїЁЂбѕЦјЁЂввШВЁЂЪфЫЭЙмЕШ)ЪЙгУСщЛю;Ждж§ЬњМАаЉгаЩЋН№ЪєЕФКИНггаНЯКУЕФЪЪгІад;дкЕчСІЙЉгІВЛзуЕФЕиЗНашвЊКИНгЪБЃЌЦјКИПЩвдЗЂЛгИќДѓЕФзїгУЁЃЦфШБЕуЪЧЩњВњаЇТЪНЯЕЭ;КИНгКѓЙЄМўБфаЮКЭШШгАЯьЧјНЯДѓ;НЯФбЪЕЯжздЖЏЛЏЁЃ
ЁЁЁЁ(2) ЕчЛЁКИ
ЁЁЁЁЕчЛЁКИЪЧЙЄвЕЩњВњжагІгУзюЙуЗКЕФКИНгЗНЗЈЃЌЫќЕФдРэЪЧРћгУЕчЛЁЗХЕч(ЫзГЦЕчЛЁШМЩе)ЫљВњЩњЕФШШСПНЋКИЬѕгыЙЄМўЛЅЯрШлЛЏВЂдкРфФ§КѓаЮГЩКИЗьЃЌДгЖјЛёЕУРЮЙЬНгЭЗЕФКИНгЙ§ГЬЁЃЕчЛЁКИКИНгЕЭЬМИжЛђЕЭКЯН№ИжЪБЃЌЕчЛЁжааФВПЗжЕФЮТЖШПЩДя6000ЁЋ8000ЁцЃЌСНЕчМЋЕФЮТЖШПЩДяЕН2400ЁЋ2600ЁцЁЃ
ЁЁЁЁ1) ЪжЛЁКИ
ЁЁЁЁЪжЙЄЕчЛЁКИПЩвдНјааЦНКИЁЂСЂКИЁЂКсКИКЭбіКИЕШЖрЮЛжУКИНгЁЃСэЭтгЩгкЕчЛЁКИЩшБИЧсБуЃЌАсдЫСщЛюЃЌПЩвддкШЮКЮгаЕчдДЕФЕиЗННјааЮЌаоМАзАХфжаЕФЖЬЗьЕФКИНгзївЕЁЃЬиБ№ЪЪгУгкФбвдДяЕНВПЮЛЕФКИНгЁЃЪЪгУгкИїжжН№ЪєВФСЯЁЂИїжжКёЖШКЭИїжжНсЙЙаЮзДЕФКИНгЁЃШчЙЄвЕгУЬМИжЁЂВЛатИжЁЂж§ЬњЁЂЭЁЂТСЁЂФјМАКЯН№ЁЃ
ЁЁЁЁ2) ТёЛЁКИ
ЁЁЁЁТёЛЁКИвВЪЧРћгУЕчЛЁзїЮЊШШдДЕФКИНгЗНЗЈЁЃТёЛЁКИЪБЕчЛЁЪЧдквЛВуПХСЃзДЕФПЩШлЛЏКИМСИВИЧЯТШМЩеЃЌЕчЛЁЙтВЛЭтТЖЁЃТёЛЁгаздЖЏТёЛЁКИКЭАыздЖЏТёЛЁКИСНжжЗНЪНЁЃЧАепЕФКИЫПЫЭНјКЭЕчЛЁвЦЖЏЖМгЩзЈУХЕФЛњЭЗздЖЏЭъГЩЃЌКѓепЕФКИЫПЫЭНјгЩЛњаЕЭъГЩЃЌЕчЛЁвЦЖЏдђгЩШЫЙЄНјааЁЃТёЛЁКИЕФжївЊгХЕуЪЧЃК
ЁЁЁЁЂй ШШаЇТЪНЯИпЃЌШлЩюДѓЃЌЙЄМўЕФЦТПкПЩНЯаЁЃЌМѕЩйСЫЬюГфН№ЪєСП;
ЁЁЁЁЂк КИНгЫйЖШИпЃЌЕБКИНгКёЖШЮЊ8ЁЋ10mmЕФИжАхЪБЃЌЕЅЫПТёЛЁКИЫйЖШПЩДя 50ЁЋ80cm/min;
ЁЁЁЁЂл КИМСЕФДцдкВЛНіФмИєПЊШлЛЏН№ЪєгыПеЦјЕФНгДЅЃЌЖјЧвЪЙШлГиН№ЪєНЯТ§ЕиФ§ЙЬЃЌМѕЩйСЫКИЗьжаВњЩњЦјПзЁЂСбЮЦЕШШБЯнЕФПЩФмадЁЃ
ЁЁЁЁЕЋгЩгкВЩгУПХСЃзДКИМСЃЌетжжКИНгЗНЗЈвЛАужЛЪЪгУгкЦНКИЮЛжУЃЌЧвВЛФмжБНгЙлВьЕчЛЁгыЦТПкЕФЯрЖдЮЛжУЃЌШнвзКИЦЋЁЃСэЭтЃЌВЛЪЪгкКИНгКёЖШаЁгкl mmЕФБЁАхЁЃ
ЁЁЁЁгЩгкТёЛЁКИШлЩюДѓЃЌЩњВњаЇТЪИпЃЌЛњаЕЛЏВйзїЕФГЬЖШИпЃЌвђЖјЪЪгкКИНгжаКёАхНсЙЙЕФГЄКИЗьЁЃдкдьДЌЁЂЙјТЏгыбЙСІШнЦїЁЂЧХСКЁЂЦ№жиЛњаЕЁЂЬњТЗГЕСОЁЂЙЄГЬЛњаЕЁЂжиаЭЛњаЕКЭвБН№ЛњаЕЁЂКЫЕчеОНсЙЙКЭКЃбѓНсЙЙЕШжЦдьВПУХгазХЙуЗКЕФгІгУЃЌЪЧЕБНёКИНгЩњВњжазюЦеБщЪЙгУЕФКИНгЗНЗЈжЎвЛЁЃТёЛЁКИФмКИЕФВФСЯвбДгЬМЫиНсЙЙИжЗЂеЙЕНЕЭКЯН№НсЙЙИжЁЂВЛатИжЁЂФЭШШИжЕШвдМАФГаЉгаЩЋН№ЪєЃЌШчФјЛљКЯН№ЁЂюбКЯН№КЭЭКЯН№ЕШЁЃ
ЁЁЁЁ3) ЦјЬхБЃЛЄЕчЛЁКИ(ЦјЕчКИ)
ЁЁЁЁгУЭтМгЦјЬхзїЮЊЕчЛЁНщжЪВЂБЃЛЄЕчЛЁКЭКИНгЧјЕФЕчЛЁКИГЦЮЊЦјЬхБЃЛЄЕчЛЁКИЃЌМђГЦЦјЕчКИ
ЁЁЁЁЦјЕчКИгыЦфЫќКИНгЗНЗЈЯрБШЃЌОпгавдЯТЬиЕуЃК
ЁЁЁЁЕчЛЁКЭШлГиЕФПЩМћадКУЃЌКИНгЙ§ГЬжаПЩИљОнШлГиЧщПіЕїНкКИНгВЮЪ§;
ЁЁЁЁКИНгЙ§ГЬВйзїЗНБуЃЌУЛгаШлдќЛђКмЩйгаШлдќЃЌКИКѓЛљБОЩЯВЛашЧхдќ;
ЁЁЁЁЕчЛЁдкБЃЛЄЦјСїЕФбЙЫѕЯТШШСПМЏжаЃЌКИНгЫйЖШНЯПьЃЌШлГиНЯаЁЃЌШШгАЯьЧјеЃЌКИМўКИКѓБфаЮаЁ;
ЁЁЁЁгаРћгкКИНгЙ§ГЬЕФЛњаЕЛЏКЭздЖЏЛЏЃЌЬиБ№ЪЧПеМфЮЛжУЕФЛњаЕЛЏКИНг;
ЁЁЁЁПЩвдКИНгЛЏбЇЛюЦУадЧПКЭвзаЮГЩИпШлЕубѕЛЏФЄЕФУОЁЂТСЁЂюбМАЦфКЯН№;
ЁЁЁЁПЩвдКИНгБЁАх;
ЁЁЁЁдкЪвЭтзївЕЪБЃЌашЩшЕВЗчзАжЦЃЌЗёдђЦјЬхБЃЛЄаЇЙћВЛКУЃЌЩѕжСКмВю;
ЁЁЁЁЕчЛЁЕФЙтЗјЩфКмЧП;
ЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ www.jzr88.com
ЁЁЁЁКИНгЩшБИБШНЯИДдгЃЌБШКИЬѕЕчЛЁКИЩшБИМлИёИпЁЃ
ЁЁЁЁЦјЕчКИЭЈГЃАДееЕчМЋЪЧЗёШлЛЏКЭБЃЛЄЦјЬхВЛЭЌЃЌЗжЮЊВЛШлЛЏМЋ(ЮйМЋ)ЖшадЦјЬхБЃЛЄКИКЭШлЛЏМЋЦјЬхБЃЛЄКИЃЌбѕЛЏЛьКЯЦјЬхБЃЛЄКИЁЂCO2ЦјЬхБЃЛЄКИКЭЙмзДКИЫПЦјЬхБЃЛЄКИЁЃ
ЁЁЁЁЂй ЮйМЋ(ВЛШлЛЏМЋ)ЖшадЦјЬхБЃЛЄКИЁЃЮйМЋЖшадЦјЬхБЃЛЄКИЪЧдкЖшадЦјЬхЕФБЃЛЄЯТЃЌРћгУЮйЕчМЋгыЙЄМўМфВњЩњЕФЕчЛЁШШШлЛЏФИВФКЭЬюГфКИЫП(ШчЙћЪЙгУЬюГфКИЫП)вЛжжКИНгЗНЗЈЁЃКИНгЪБЖшадаЮГЩЦјЬхБЃЛЄВуИєОјПеЦјЃЌвдЗРжЙЦфЖдЮйМЋЁЂШлГиМАСкНќШШгАЯьЧјЕФгаКІгАЯьЃЌДгЖјПЩЛёЕУгХжЪЕФКИЗьЃЌЖшадЦјЬхжївЊВЩгУыВЦјЁЃ
ЁЁЁЁЮйМЋыВЛЁКИНгВйзїЗНЪНЗжЮЊЪжЙЄКИЁЂАыздЖЏКИКЭздЖЏКИШ§РрЁЃЮйМЋЖшадЦјЬхБЃЛЄКИОпгаЯТСагХЕуЃКВЛКЭН№ЪєЗДгІЃЌВЂздЖЏЧхГ§ЙЄМўБэУцбѕЛЏФЄЕФзїгУЃЌПЩКИНгЛЏбЇЛюЦУадЧПЕФгаЩЋН№ЪєЁЂВЛатИжЁЂФЭШШИжЕШКЭИїжжКЯН№;ЪЪгУгкБЁАхМАГЌБЁАхВФСЯКИНг;ПЩНјааИїжжЮЛжУЕФКИНгЃЌвВЪЧЪЕЯжЕЅУцКИЫЋУцГЩаЮЕФРэЯыЗНЗЈЁЃВЛзужЎДІЪЧШлЩюЧГЃЌШлЗѓЫйЖШаЁЃЌЩњВњТЪНЯЕЭ;ЦфЮЂСЃгаПЩФмНјШыШлГиЃЌдьГЩЮлШО(МаЮй);ЖшадЦјЬх(ыВЦјЁЂКЄЦј)НЯЙѓЃЌЩњВњГЩБОНЯИпЁЃ
ЁЁЁЁЮйМЋЖшадЦјЬхБЃЛЄКИЫљКИНгЕФАхВФКёЖШЗЖЮЇЃЌДгЩњВњТЪПМТЧвд3mmвдЯТЮЊвЫЁЃЖдгкФГаЉКкЩЋКЭгаЩЋН№ЪєЕФКёБкживЊЙЙМў(ШчбЙСІШнЦїМАЙмЕР)ЃЌЮЊСЫБЃжЄИпЕФКИНгжЪСПЃЌвВВЩгУЮйМЋЖшадЦјЬхБЃЛЄКИЁЃ
ЁЁЁЁЂк ШлЛЏМЋЦјЬхБЃЛЄКИЁЃетжжЗНЗЈвВЪЧРћгУСЌајЕФКИЫПгыЙЄМўжЎМфШМЩеЕФЕчЛЁзїШШдДЃЌгЩКИОцХчзьХчГіЕФЦјЬхБЃЛЄЕчЛЁРДНјааКИНгЁЃгыЮйМЋЦјЬхБЃЛЄКИВЛЭЌЕФЪЧЃЌзїЮЊКИМЋЕФКИЫПдкКИНгЙ§ГЬжаШлЛЏЮЊвКЬЌН№ЪєЃЌЬюГфдкКИЗьДІЁЃвђДЫЦфГ§ОпБИВЛШлЛЏМЋЦјЬхБЃЛЄКИЕФжївЊгХЕу(ПЩНјааИїжжЮЛжУЕФКИНг;ЪЪгУгкгаЩЋН№ЪєЁЂВЛатИжЁЂФЭШШИжЁЂЬМИжЁЂКЯН№ИжОјДѓЖрЪ§Н№ЪєЕФКИНг)ЭтЃЌЭЌЪБвВОпгаКИНгЫйЖШНЯПьЃЌШлЗѓаЇТЪНЯИпЕШгХЕуЁЃ
ЁЁЁЁЂл CO2 ЦјЬхБЃЛЄКИЁЃCO2 ЦјЬхБЃЛЄКИЪєШлЛЏМЋЦјЬхБЃЛЄКИЃЌЦфОпгаЩњВњаЇТЪИпЁЂКИНгБфаЮаЁЁЂЪЪгУЗЖЮЇЙуЕШЬиЕуЁЃКИНгЪБЕчЛЁЮЊУїЛЁКИЃЌПЩМћадКУЃЌВЩгУАыздЖЏКИНгЗЈНјааЧњЯпКИЗьКЭПеМфЮЛжУКИЗьЕФКИНгЪЎЗжЗНБуЃЌВйзїМђЕЅЃЌШнвзеЦЮеЃЌЕЋВЛзужЎДІЪЧКИНгЗЩНІНЯДѓЃЌЗРЗчФмСІВюЁЃCO2 ЦјЬхБЃЛЄКИЪЧФПЧАЙуЗКгІгУЕФвЛжжЕчЛЁКИЗНЗЈЃЌжївЊгУгкЦћГЕЁЂДЌВАЁЂЙмЕРЁЂЛњГЕГЕСОЁЂМЏзАЯфЁЂПѓЩНМАЙЄГЬЛњаЕЁЂЕчеОЩшБИКЭНЈжўЕШН№ЪєНсЙЙЕФКИНгЁЃДгБЛКИМўВФжЪЩЯПДЃЌCO2ЦјЬхБЃЛЄКИПЩвдКИНгЬМИжКЭЕЭКЯН№Иж;ДгЙЄМўКёЖШЩЯПДЃЌВЩгУИжЫПЖЬТЗЙ§ЖЩЕФЗНЗЈЃЌПЩвдКИНгБЁАх;ВЩгУДжЫПШлЕЮЙ§ЖЩЕФЗНЗЈЃЌПЩвдКИНгжаЁЂКёАх;ДгКИНгЮЛжУЩЯПДЃЌПЩвдНјааШЋЮЛжУКИНгЃЌвВПЩвдНјааЦНКИЁЂКсНЧКИМАЦфЫћПеМфЮЛжУЕФКИНгЁЃ
ЁЁЁЁ(3) ЕШРызгЛЁКИ
ЁЁЁЁЕШРызгЛЁКИвВЪЧвЛжжВЛШлЛЏМЋЕчЛЁКИЃЌЦфЕШРызгЛЁЪЧздгЩЕчЛЁбЙЫѕЖјГЩЕФ,НазЊвЦЕчЛЁЁЃЦфРызгЦјЮЊыВЦјЁЂЕЊЦјЁЂКЄЦјЛђЦфжаЖўепжЎЛьКЯЦјЁЃЕШРызгЛЁЕФФмСПМЏжаЃЌЮТЖШИпЃЌбцСїЫйЖШДѓЁЃетаЉЬиадЪЙЕУЕШРызгЛЁЙуЗКгІгУгкКИНгЁЂХчЭПКЭЖбКИЁЃ
ЁЁЁЁЕШРызгЛЁКИгыЮйМЋЖшадЦјЬхБЃЛЄКИЯрБШЃЌгавдЯТЬиЕуЃК
ЁЁЁЁ1)ЕШРызгЛЁФмСПМЏжаЁЂЮТЖШИпЃЌЖдгкДѓЖрЪ§Н№ЪєдквЛЖЈКёЖШЗЖЮЇФкЖМФмЛёЕУаЁПзаЇгІЃЌПЩвдЕУЕНГфЗжШлЭИЃЌЗДУцГЩаЮОљдШЕФКИЗь;
ЁЁЁЁ2)ЕчЛЁЭІЖШКУЃЌЕШРызгЛЁЕФРЉЩЂНЧНі5ЁузѓгвЃЌЛљБОЩЯЪЧдВжљаЮЃЌЛЁГЄБфЛЏЖдЙЄМўЩЯЕФМгШШУцЛ§КЭЕчСїУмЖШгАЯьБШНЯаЁЁЃЫљвдЃЌЕШРызгЛЁКИЛЁГЄБфЛЏЖдКИЗьГЩаЮЕФгАЯьВЛУїЯд;
ЁЁЁЁ3)КИНгЫйЖШБШЮйМЋЖшадЦјЬхБЃЛЄКИПь;
ЁЁЁЁ4)ФмЙЛКИНгИќЯИЁЂИќБЁЕФЙЄМў(Шч1mmвдЯТМЋБЁН№ЪєЕФКИНг);
ЁЁЁЁ5)ЦфЩшБИБШНЯИДдгЁЂЗбгУНЯИпЃЌЙЄвеВЮЪ§ЕїНкЦЅХфвВБШНЯИДдгЁЃ
ЁЁЁЁ(4) ЕчдќКИ ЕчдќКИЪЧРћгУЕчСїЭЈЙ§вКЬхШлдќЪБЫљВњЩњЕФЕчзшШШНјааКИНгЕФЗНЗЈЁЃ
ЁЁЁЁ(5) МЄЙтКИ МЄЙтКИЪЧвдОлНЙЕФМЄЙтЪјзїЮЊФмдДКфЛїКИМўЫљВњЩњЕФШШСПНјааКИНгЕФЗНЪНЁЃ
ЁЁЁЁ(6) ЕчзгЪјКИ ЕчзгЪјКИЪЧРћгУМгЫйКЭОлМЏЕФЕчзгЪјКфЛїжУгкецПеЛђЗЧецПежаЕФКИМўЫљВњЩњЕФШШФмНјааКИНгЕФЗНЗЈЁЃ
ЁЁЁЁ2.бЙСІКИ
ЁЁЁЁбЙСІКИЪЧРћгУКИНгЪБЪЉМгвЛЖЈбЙСІЖјЭъГЩКИНгЕФЗНЗЈЁЃетРрКИНггаСНжжаЮЪНЃЌПЩМгШШКѓЪЉбЙЃЌврПЩжБНгРфбЙКИНгЃЌЦфбЙНгНгЭЗНЯРЮЙЬЁЃ
ЁЁЁЁ(1) ЕчзшКИ
ЁЁЁЁЕчзшКИЪЧНЋБЛКИЙЄМўбЙНєгкСНЕчМЋжЎМфЃЌВЂЭЈвдЕчСїЃЌРћгУЕчСїСїОЙЄМўНгДЅУцМАСкНќЧјгђВњЩњЕФЕчзшШШНЋЦфМгШШЕНШлЛЏЛђЫмадзДЬЌЃЌЪЙжЎаЮГЩН№ЪєНсКЯЕФвЛжжЗНЗЈЁЃ
ЁЁЁЁЕчзшКИЗНЗЈжївЊгаЫФжжЃКМДЕуКИЁЂЗьКИЁЂЭЙКИКЭЖдКИЁЃ
ЁЁЁЁ(2) ГЌЩљВЈКИ
ЁЁЁЁЫмСЯГЌЩљВЈКИНгЕФдРэЪЧЪЙЫмСЯЕФКИНгУцдкГЌЩљВЈФмСПЕФзїгУЯТзїИпЦЕЛњаЕеёЖЏЖјЗЂШШШлЛЏЃЌЭЌЪБЪЉМгКИНгбЙСІЃЌДгЖјАбЫмСЯКИНгдквЛЦ№ЁЃ
ЁЁЁЁ3.ЧЅКИ
ЁЁЁЁЧЅКИЪЧАбБШБЛКИН№ЪєШлЕуЕЭЕФЧЅСЯН№ЪєМгШШШлЛЏжСвКЬЌЃЌШЛКѓЪЙЦфЩјЭИЕНБЛКИН№ЪєНгЗьЕФМфЯЖжаЖјДяЕННсКЯЕФЗНЗЈЁЃЧЅКИНгЭЗвЛАуЧПЖШНЯЕЭЃЌФЭШШадВюЁЃ
ЁЁЁЁЧЅКИЕФгХЕуЪЧШнвзБЃжЄКИМўЕФГпДчОЋЖШЃЌЭЌЪБЖдгкКИМўФИВФЕФзщжЏМАадФмЕФгАЯьвВБШНЯаЁ;ЪЪгУгкИїжжН№ЪєВФСЯЁЂвьжжН№ЪєКЭН№ЪєгыЗЧН№ЪєЕФСЌНг;ЁЃЧЅКИЕФШБЕуЪЧЧЅКИНгЭЗЕФФЭШШФмСІБШНЯВюЃЌНгЭЗЧПЖШБШНЯЕЭЃЌЧЅКИЪББэУцЧхРэМАКИМўзАХфжЪСПЕФвЊЧѓБШНЯИпЁЃ
ЁЁЁЁР§Ьт1. дкКИНгЗНЗЈЗжРржаЃЌЪєгкШлЛЏКИЕФга( )ЁЃ
ЁЁЁЁA.ЕчзшКИ B.ЦјЕчКИ
ЁЁЁЁC.ЕШРызгЛЁКИ D.ЕчзгЪјКИ
ЁЁЁЁД№АИЃКB.ЦјЕчКИ C.ЕШРызгЛЁКИ D.ЕчзгЪјКИ
ЁЁЁЁР§Ьт2.гыШлЛЏМЋыВЛЁКИЯрБШЃЌЮйМЋыВЛЁКИЕФЬиЕуЮЊ( )ЁЃ
ЁЁЁЁA.КИНгЫйЖШПь B.ШлЗѓаЇТЪНЯИп
ЁЁЁЁC.ЪЪгУгкгаЩЋН№ЪєМАВЛатИжЕФКИНг D.ЪЪгУгкБЁАхМАГЌБЁАхЕФКИНг
ЁЁЁЁД№АИЃКD
ЁЁЁЁР§Ьт3.ШШаЇТЪИпЁЂШлЩюДѓЁЂКИНгЫйЖШПьЁЂЛњаЕЛЏВйзїГЬЖШИпЃЌвђЖјЪЪгУгкжаКёАхНсЙЙЦНКИЮЛжУГЄКИЗьЕФКИНгЃЌЦфКИНгЗНЗЈЮЊ( )ЁЃ
ЁЁЁЁA.ТёЛЁКИ B.ЮйМЋЖшадЦјЬхБЃЛЄКИ
ЁЁЁЁC.ШлЛЏМЋЦјЬхБЃЛЄКИ D.ЕШРызгЛЁКИ
ЁЁЁЁД№АИЃКA.ТёЛЁКИ
ЁЁЁЁР§Ьт4.ЕчЛЁЭІЖШКУЃЌЮТЖШИпЃЌФмЙЛКИНгИќЯИЁЂИќБЁЕФЙЄМўЃЌЩѕжСПЩвдКИНг1mmвдЯТМЋБЁЕФН№ЪєЃЌДЫжжКИНгЗНЗЈЮЊ( )
ЁЁЁЁA. ЦјКИ B. ЮйМЋЖшадЦјЬхБЃЛЄКИ
ЁЁЁЁC. CO2ЦјЬхБЃЛЄКИ D. ЕШРызгЛЁКИ
ЁЁЁЁД№АИЃКD. ЕШРызгЛЁКИ
ЁЁЁЁР§Ьт5.ЪЪгУгкИїжжН№ЪєЁЂвьжжН№ЪєКЭН№ЪєгыЗЧН№ЪєЕФКИНгЃЌВЂПЩвдКИНгДжЯИЁЂКёБЁЯрВюКмДѓЕФСуМўЃЌЕЋНгЭЗЕФФЭШШФмСІНЯВюЁЂЧПЖШНЯЕЭЕФКИНгЗНЗЈЮЊ( )ЁЃ
ЁЁЁЁA.ЦјКИ B.ЕШРызгЛЁКИ C.МЄЙтКИ D.ЧЅКИ
ЁЁЁЁД№АИЃКD
ЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ www.jzr88.comЃЌ2016дьМлЙЄГЬЪІЁЖММЪѕгыМЦСП(АВзА)ЁЗжЊЪЖЕу(10)